










Topê pola zengarnegir ê sivik AISI304 316 430 440 0.35mm- 50.8mm HRC50-55 dabînkirina kargehê ku di Bearingan de tê bikar anîn
Danasîna berhemê
Topên zengarnegir dikarin li hember korozyonê ji hêla ajanên wekî çareseriyên oksîdkirinê, piraniya kîmyewiyên organîk, xwarinê û çareseriyên sterîlkirinê ve li ber xwe bidin. Ew li hember asîdên sulfurîk bi nermî berxwedêr in. Taybetmendiyên ne-magnetîk li ser daxwazê hene. Bikaranîn aerosol, spreyker, mekanîzmayên pompa tiliyê, tevlihevkerên makîneya şîr, alavên hilberandina xwarinê û serîlêdanên bijîşkî vedihewîne.
Topê pola zengarnegir AISI 440C
Mezinahî: 0.35mm- 50.8mm
Pol: G10, G16, G40, G60, G100, G200.
Hişkî: Topên pola zengarnegir ên HRC56-58, Hartford 440C têne pasîfîzekirin da ku gemarên hesinê yên azad werin rakirin û çêbûna xweber a fîlmek parastinê ya pasîf hêsan bikin.
Magnetîk: Pola Martensîtîk, magnetîkî
Taybetmendî: rastbûna bilind, berxwedana korozyonê ya baş, zengarbûna bihêz û berxwedana li hember aşînê.
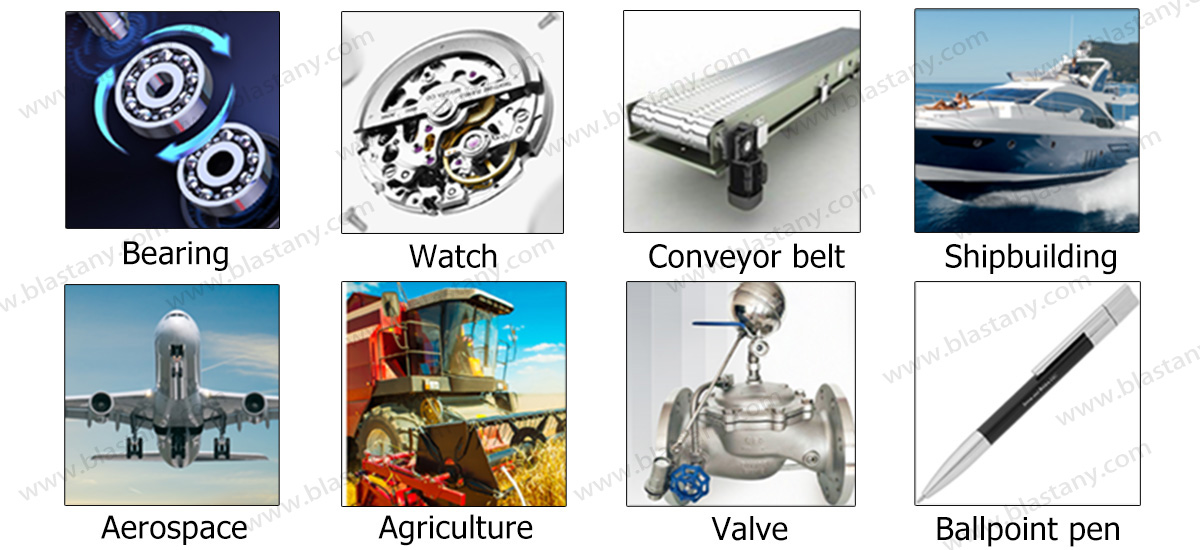
Serlêdan: Bearing, stamping, parçeyên hîdrolîk, valf, hewavanî, mohr, alavên sarincê, amûrên rastbûna bilind, hwd.
| Pêkhateya kîmyayî | ||||||||
| AISI 440C | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0.95-1.10 | ≤0.80 | ≤0.80 | ≤0.04 | ≤0.03 | ≤0.60 | 16.0-18.0 | 0.75 | |
Topê pola zengarnegir AISI 420C
Mezinahî: 0.35mm- 50.8mm
Pol: G10-G1000
Hişkbûn: HRC50-55
Magnetîk: Pola Martensîtîk, magnetîkî, qabîliyeta baş a dijî-zingarê, hişkbûna bilind, topên pola zengarnegir ên AISI 420 taybetmendiyên lixwekirinê û hişkbûna baş nîşan didin. Li gorî 440C, hişkbûnek hinekî kêmtir û berxwedana korozyonê ya mezintir.
Taybetmendî: Bi gelemperî wekî hesinê zengarnegir tê zanîn, berxwedana korozyonê ya baş û hişkbûnê heye.
Serlêdan: Hemû cureyên makîneyên rastîn, bering, alavên elektrîkê, amûrên malê, parçeyên otomobîlan, û hwd.
| AISI 420C (4Cr13) | C | Si | Mn | P | S | Ni | Cr | Mo |
| 0.36-0.43 | ≤0.80 | ≤1.25 | ≤0.035 | ≤0.03 | ≤0.60 | 12.0-14.0 | ≤0.60 |
430 topê pola zengarnegir
Dirêjahî: 1MM-50.80MM
Hişkbûn: HRC26
Pol: G10-G1000
Taybetmendî: bihayê kêm, berxwedana kêm a li hember rustbûnê.
Bikaranîn: alavên elektronîkî, xeml û berg, aksesûar, kozmetîk, pîşesazî, pîşesaziyên ku daxwazên wan ên kêm ji bo performansa dij-zingarê hene. Tevlihevkerên kozmetîk, boyaxa neynûkan û eyeliner, guhêrkerên germê, amûrên pîvandinê û topên valvê.
| AISI 430 | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0.12 | ≤1.0 | ≤1.0 | ≤0.04 | ≤0.03 | - | 16.0-18.0 | - |
Topê pola zengarnegir AISI 304
Mezinahî: 0.5mm- 63.5mm
Pol: G80-G500
Hişkbûn: ≤HRC21
Magnetîk: Pola austenîtîk, ne-magnetîk
Taybetmendî: berxwedana zengbirê ya bihêz, berxwedana baş a korozyonê. Bi berfirehî tê bikar anîn, performansa baş a dijî zengbirê, bandora rûyê baş, sertîfîkaya parastina jîngehê.
Bikaranîn: Amûrên malê yên wekî valf, şûşeyên bîhnxweş, boyaxa neynûkan, şûşeyên pitikan, parçeyên otomobîlan, klîmayan, amûrên elektrîkê, kozmetîk, şemitoka beringê, alavên bijîşkî, zêrfiroş û gelek pîşesaziyên din.
| Pêkhateya kîmyayî | |||||||
| AISI 304 | C | Si | Mn | P | S | Ni | Cr |
| ≤0.08 | ≤1.00 | ≤2.00 | ≤0.045 | ≤0.03 | 8.0-10.5 | 18.0-22.0 | |
Topê ji pola zengarnegir AISI 316L
Mezinahî: 1.0mm- 63.5mm
Pol: G80-G500
Hişkbûn: ≤HRC26
Magnetîk: Pola austenîtîk, ne-magnetîk
Taybetmendî: Ji bo pîşesaziyên ku hewcedariyên dijî-korozyonê yên bilind hene herî guncaw e, û şiyana dijî-zingarê pir xurt e, Berxwedana hêja ya li hember korozyonê (ji bilî asîdên klorîdrîk), Inoksa austenîtîk a ne hişkker
Serlêdan: Topa pola zengarnegir a AISI 316L dikare ji bo alavên bijîşkî, pîşesaziya kîmyewî, hewavanî, hewavanî, alavên plastîk, şûşeya bîhnxweş, spreyer, valf, boyaxa neynûkan, motor, guhêrbar, hesin, makîneyên şuştinê, sarinc, klîma, materyalên bijîşkî, parçeyên otomobîlan, beringan, amûr, şûşeyê were bikar anîn.
Topê ji pola zengarnegir AISI 316L
| Pêkhateya kîmyayî | ||||||||
| AISI 316L | C | Si | Mn | P | S | Ni | Cr | Mo |
| ≤0.08 | ≤1.00 | ≤2.00 | ≤0.045 | ≤0.03 | 12.0-15.0 | 16.0-18.0 | 2.0-3.0 | |
Pakkirina Berheman
A) Pakkirina Hundirîn: Pakkirina hişk an pakkirina rûnê li gorî hewcedariyên we tê peyda kirin.
B) Pakkirina derve:
1) defê hesinî + paleteya darîn / hesinî.
2) Kîsika polî + karton + paleta darîn an qutiya darîn a 25kg.
pakkirina xwerû.

Parametreya Berhemê
| Topê me yê polayê zengarnegir 440C 420C 304 316 201 dihewîne, pêkhateya kîmyewî wiha ye | |||||||||
| Pêkhateya kîmyewî (%) | C | Cr | Si | Mn | P | S | Mo | Ni | Cu |
| Topê SS yê AISI440C | 0.95-1.2 | 16-18 | ≤0.80 | ≤0.80 | ≤0.04 | ≤0.03 | ≤0.75 | ≤0.6 | ---- |
| Topê SS yê AISI420C | 0.26-0.43 | 12-14 | ≤0.80 | ≤1.25 | ≤0.035 | ≤0.03 | ≤0.6 | ≤0.6 | ---- |
| Topê SS yê AISI304 | ≤0.08 | 18-22 | ≤1.0 | ≤2.0 | ≤0.045 | ≤0.03 | ---- | 8-10 | ---- |
| Topê SS yê AISI316L | ≤0.08 | 16-18 | ≤1.0 | ≤2.0 | ≤0.045 | ≤0.03 | 2.0-3.0 | 12-15 | ---- |
| Topê SS AISI201 | ≤0.15 | 16-18 | ≤1.0 | 5.5-7.5 | ≤0.045 | ≤0.03 | ---- | 0.35-0.55 | 1.82 |
| Topê SS yê AISI430 | ≤0.12 | 16-18 | ≤1.0 | ≤1.0 | ≤0.04 | ≤0.03 | ---- | ---- | ---- |
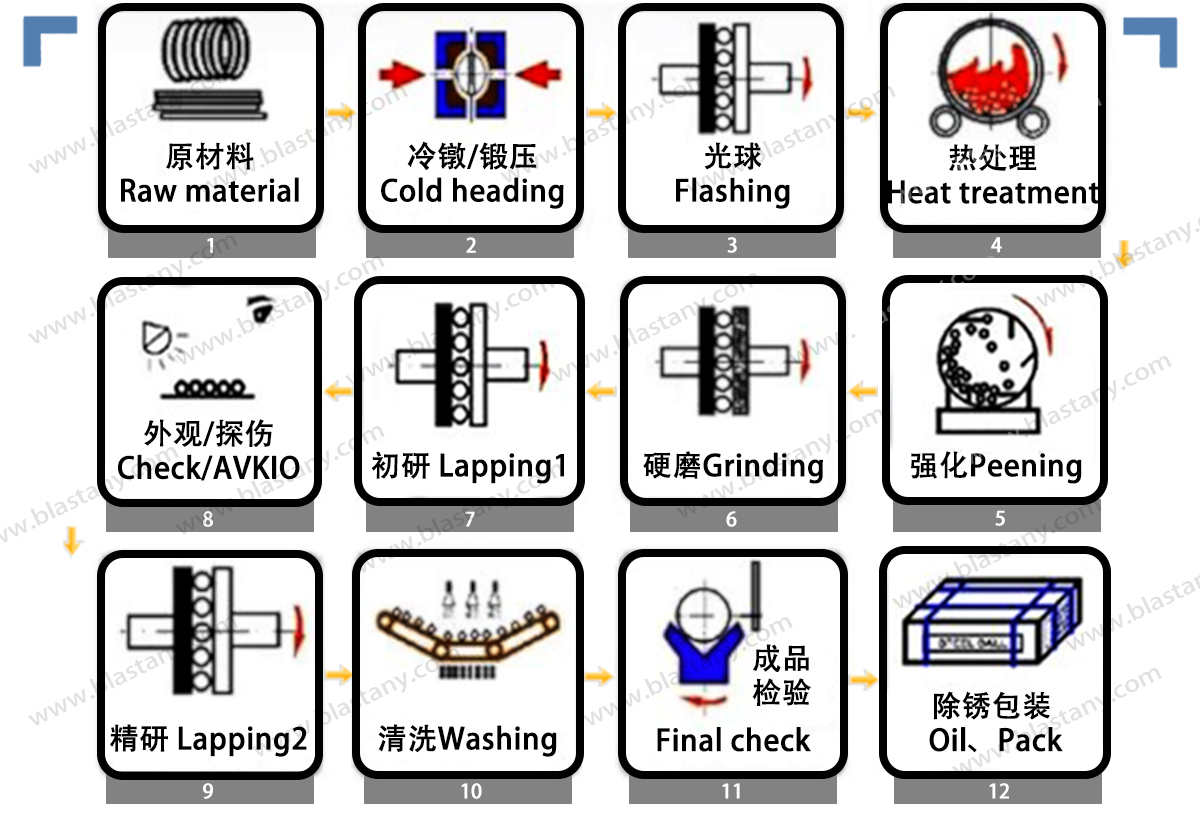
Herikînên Hilberînê
Teftîşa Materyalê Xav
Madeya xav bi şiklê têl tê. Pêşî, madeya xav ji hêla mufetîşên kalîteyê ve bi dîtbarî tê kontrolkirin da ku were destnîşankirin ka kalîte li gorî pîvanê ye û gelo materyalên kêmas hene. Ya duyemîn, pîvana wê were verastkirin û sertîfîkayên madeya xav werin nirxandin.
Sernavê Sar
Makîneya serjêkirina sar dirêjahiyek diyarkirî ji materyalê têl dibire û dike perçeyên silindirî. Piştî vê yekê, du nîvên nîv-sferîk ên qaliba serjêkirinê, perçeyê dixin şiklek nêzîkî sferîk. Ev pêvajoya çêkirina çîmentoyê di germahiya odeyê de tê kirin û piçek ji madeya lêzêdekirinê tê bikar anîn da ku valahiya qalibê bi tevahî were dagirtin. Serjêkirina sar bi leza pir zêde, bi leza navînî ya yek topek mezin di saniyeyê de tê kirin. Topên piçûktir bi leza du heta çar topan di saniyeyê de têne serjêkirin.
Çirûsk
Di vê pêvajoyê de, madeya zêde ya li dora topê çêdibe dê were veqetandin. Top çend caran di navbera du plakayên hesinî yên xêzkirî de têne derbas kirin û dema ku ew digerrin, mîqdarek piçûk ji madeya zêde tê rakirin.
Dermankirina Germê
Piştre tê texmînkirin ku parçe bi rêbazên sarkirin û germkirinê werin dermankirin. Firineke zivirî tê bikar anîn da ku piştrast bibe ku hemî parçe di heman şert û mercan de ne. Piştî dermankirina germê ya destpêkê, parçe di depoyek rûnê de têne avêtin. Ev sarbûna bilez (sarkirina rûnê) martensît çêdike, qonaxek pola ku bi hişkbûna bilind û taybetmendiyên aşînê yên bilind ve tête diyar kirin. Operasyonên germkirinê yên paşê stresa navxweyî bêtir kêm dikin heya ku sînorê hişkbûna diyarkirî ya dawîn a bearingan were gihîştin.
Hêrandin
Hûrkirin hem berî û hem jî piştî dermankirina germê tê kirin. Hûrkirina Dawî (ku wekî Hûrkirina Hişk jî tê zanîn) gogê nêzîkî pêdiviyên wê yên dawîn dike.Pîleya gogeke metalî ya rastînpîvanek ji bo rastbûna wê ya giştî ye; hejmar çiqas nizmtir be, ewqas top rasttir dibe. Asta topê toleransa qûtrasê, giloverî (sferîk) û hişkbûna rûyê ku jê re qedandina rûyê jî tê gotin, vedihewîne. Çêkirina topên rast operasyonek komî ye. Mezinahiya lotê li gorî mezinahiya makîneyên ku ji bo operasyonên hûrkirin û lepikandinê têne bikar anîn tê destnîşankirin.
Lapkirin
Lapkirin dişibihe hûrkirinê lê rêjeya rakirina materyalê pir kêmtir e. Lapkirin bi karanîna du plakayên fenolîk û şilekek aşîrîn a pir nazik wekî toza elmasê tê kirin. Ev pêvajoya dawîn a çêkirinê hişkiya rûyê pir baştir dike. Lapkirin ji bo xatirê pileyên topên rastbûna bilind an jî pir rastbûn tê kirin.
Paqijî
Paşê, operasyoneke paqijkirinê her şilava pêvajoyê û madeya aşîrîn a mayî ji pêvajoya çêkirinê radike. Xerîdarên ku daxwazên paqijkirinê yên hişktir dixwazin, wekî yên di warên mîkroelektronîk, bijîşkî an pîşesaziyên xwarinê de, dikarin ji vebijarkên paqijkirinê yên sofîstîketir ên Hartford Technologies sûd werbigirin.
Muayeneya Dîtbarî
Piştî pêvajoya sereke ya hilberînê, her beş ji topên pola yên rastîn di nav pêvajoyê de gelek kontrolên kontrolkirina kalîteyê derbas dike. Ji bo kontrolkirina kêmasiyên wekî zeng an qirêjiyê, vekolînek dîtbarî tê kirin.
Pîvana Roler
Pîvandina bi rollerê pêvajoyeke rêzkirinê ya %100 e ku hem topên pola yên rasteqîn ên biçûk û hem jî yên zêde ji hev vediqetîne. Ji kerema xwe topên me yên cuda kontrol bikin.Vîdyoya li ser pêvajoya pîvandina silindirî.
Kontrola Kalîteyê
Her komek ji topên rastbûnê tê kontrolkirin da ku pêdiviyên pola ji bo toleransa qûtre, giloverî û hişkiya rûyê werin misogerkirin. Di vê pêvajoyê de, taybetmendiyên din ên têkildar ên wekî hişkbûn û her hewcedariyên dîtbarî jî têne nirxandin.
Kategoriyên berheman
-

Topê pola karbonê ya bilind/nizm AISI1010/1015/1085 0...
-

Bihayê Herî Baş Silicon Metal Lump/Power 2202 3303 4...
-

guleyên pola avêtina kalîteya bilind bi berxwedana li hember axê bilind ...
-

10MM BO 130MM Casting Grinding Media Steel Ball ...
-

Alumina PA ya Pink Funsed
-

Alumina Fused a Qehweyî ya refraktor a bi hişkbûna bilind
